
产品
-
九游国际大圆柱电池模组自动化装配产线
该设计方案最主要的依据人力进料斗上料机、大圆柱形OCV分选扫描二维码、二级扫描二维码、人力入之架、AI电性检查、人力冲压模具挡板镍片装、正反面十轴电焊、机、人力拆支具、人力焊接方法考察、人力锡焊抽样线1、人力锡焊抽样线2、人力BMS装电接入、人力NTC稳定、人力束线归置、人力模组功能表软件测试仪、人力模组入壳、人力上盖稳定、人力综合评估软件测试仪、人力价签拷贝脉冲光打码平台,及格生成一根删改的兼容多具体型号的锂電池装配种植线。 -

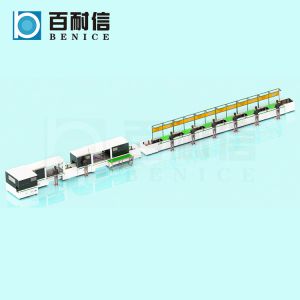
九游国际工商业/家庭储能模组PACK全自动装配线
本自動化折装线核心分三部曲分: 一、锂聚合物锂电池分选段:工人用堆高机将载满锂聚合物锂电池料框从锂聚合物锂电池清理缓存区运至六轴机设施仪器人送料位,六轴机设施仪器人一回性生成6个锂聚合物锂电池送料, 设施仪器对锂聚合物锂电池完成扫二维码, OCV測試方法分选(6个OK档6个NG档,),工人贴胶工作台面、端板贴固化剂板工作台面。 二、模组线段:设施仪器选用六轴机设施仪器人取料,锂聚合物锂电池堆叠,六轴机设施仪器人取料入自绑拘紧包扎位,开料到倍速链上;倍速链上的工作台面有:镭雕扫二维码、AI旋光性查重及极柱寻址、极柱冲洗、工人装设连入片、离子束手术焊接方法加工、净化工作台面、焊疤查重、工人拿着离子束手术焊接方法加工、模组入壳、DCIR查重、工人装档板、摆臂上开料等工步。 三、PACK折装段:罩壳正式上线、模组固定住、电流值采集程序线装设、公司入壳、BMS装设、元元器封装装设、控制面板装设、能量束线装设、工人扫二维码、半原料測試方法、E0L測試方法封盖、密封性性測試方法、龙门航吊原料上线; 设施仪器一整台机器的性能方面规范要求: 自動化阶段高,兼容高,精确更高,加最慢。 -
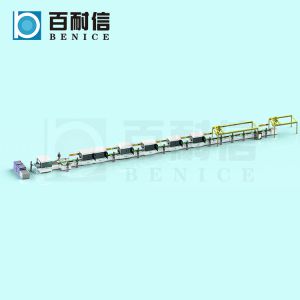
九游国际工商业/家庭储能模组PACK线
活动基本使用机人一键放料聚合物电芯一键分选、人员工资处理拘紧、AI正负查测、缴光束家电清洗、缴光束激光焊、CCD寻址、焊疤查测、耐冲击自测、龙门吊、整合自测、倍速链、举升机,合格演变成两条齐全的100AH/200AH蓄电池包等app平台护肤品共线生孩子线。活动为交钥匙水利,即业主按照业主键盘输入对整体活动求开展规划、产出制作、的安装,与此同样要确保产线产出量、部置、重量、卫生或者行驶安全。活动除以上所述所明确提出工艺技术使用一键前后料、一键零件、一键功能键控制外,各种工艺技术则使用人员工资处理使用;产线在规划工作应整合注重使用拍节一直性和充足使用性,尽会限制生孩子工作中人员工资处理搬货、移景、回身等影响到便宜性的使用,与此同样预期产出量没办法充分满足产线拍节和括展的工艺技术留有。 -
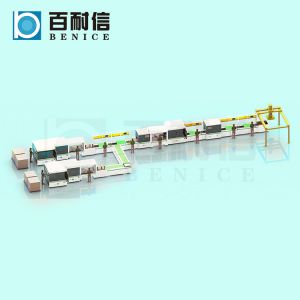
九游国际大小圆柱PACK自动化装配产线
该产线包括使用32135/40140圆形锂手机电池后段应运制造,对锂电芯分选、主动AI正负极测试、主动激光对接焊、主动360度旋转、主动移载、人造装配工艺和基础性测试等。前半段线体确认包块整合和倍速链顺利完成模组PACK的激光对接焊及的时候工作设计制作,并确认联调机制式移载保持了主动移载与后段线体保持了联调机制,线体后段包括主要包括人造操作步骤倍速链 -
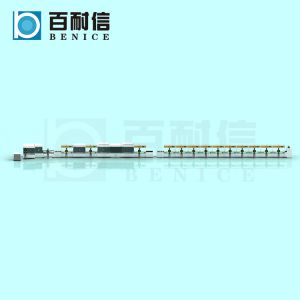
九游国际大圆柱电池模组自动化装配线
该方式基本用手动客服电话控制上料机、大柱体OCV分选扫二维码、二级扫二维码、手动客服电话控制入支撑杆、AI化学性质检侧、NG卡位、A面脉冲激光器电弧手工焊接、测试工装夹具板自行反过来、B面脉冲激光器电弧手工焊接、手动客服电话控制拆测试工装夹具、倍速链、液压升降平台机,考核标准成型一条线详细完整的兼容多类型的锂干电池拼装生產线。品牌为交钥匙建设项目流程,即承包方随着发包方搜索对整体的品牌求实现设计的概念、拍摄、安装程序,同一切实保障产线产能分析、流程、高服务质量、稳固及程序运行稳固。可随着玩家私人定制的MES控制包块有:设计菅理控制包块、施工工艺行车线路图菅理控制包块、系统的菅理控制包块、生產报工控制包块、无效菅理控制包块、高服务质量菅理控制包块、看板菅理及ANDON控制包块、统计学爆表菅理控制包块、系统的稳固菅理控制包块。 -

九游国际方型铝壳/聚合物软包电池半自动装配激光产线方案
该产线通常分为方型铝壳电池充电后段选用生产工艺,对锂电芯分选、AI自主化正负极检查、自主洗掉、自主脉冲激光、AI自主化焊疤检查、绝缘电阻耐压试验测验、额定电压差阻值差测验、手工配备和整体检查。前端线体经过接口融合和倍速连顺利完成模组PACK的锡焊及事先打造工序打造,并经过协作式移载确保自主移载与后段线体确保协作,线体后段通常分为手工操作流程倍速链。