
产品
-
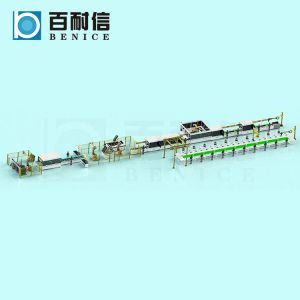
九游国际工商业/家庭储能模组全自动PACK激光产线
本一键化制做线具体分二部分:1是聚合物聚合物聚合物锂电池分选整理段,二脉冲光器印刷机产线制做段,三是工人费制做段。 一.聚合物聚合物聚合物锂电池分选段:工人费用内燃叉车将载满聚合物聚合物聚合物锂电池料框从聚合物聚合物聚合物锂电池缓存设置区运至六轴机械人放料位,六轴机械人一起性获取2个聚合物聚合物聚合物锂电池放料, 机械对聚合物聚合物聚合物锂电池开始二维码扫描, OCV试验分选(2个OK档4个NG档,)聚合物聚合物聚合物锂电池反转、聚合物聚合物聚合物锂电池贴胶、撕胶等。 二.脉冲光器产线制做段:机械用六轴机械人取料,聚合物聚合物聚合物锂电池堆叠,六轴机械人取料入自绑拘紧捆扎带位,排料到倍速链上;倍速链上的工艺程序有:镭雕二维码扫描、AI电性探测及极柱寻址、极柱除垢、bus线外采压的安转、BuB脉冲光器焊结、清理工艺程序、焊疤探测、工人费移动焊结、模组入壳、DCIR探测、工人费装橡胶条、摆臂上排料等工艺程序。 三.工人费制做段:电机外壳公测、模组一定、电压值搜集线的安转、装载垃圾箱入壳、BMS的安转、元元件的安转、面版的安转、推动力束线的安转、工人费二维码扫描、半原材料试验、E0L试验封盖、水密性性试验、龙门航吊原材料停止; 机械电脑整机特性需要: 一键化层度就越高,一键化制做工艺程序多,高精准度就越高,网络时间短。 (1)机械良率:一起良率≥90%,首次良率≥95.5%(含返修不含有来料异常原因分析的原因分析); (2)单机游戏机械稼动率:≥95%(因等料和来料原因分析带来的例外); (3)机械高效率:以单芯计≥12PPM -

九游国际大圆柱锂电池自动化装配通用产线方案
该银行流水线设备完成了电池板和模组上片、挑拣、制造、电焊焊接、查测等原则全步骤全工业智能化,步伐维持的。现关键因素时期在出产生产工艺关键因素原则不断增加了全智能查测软件平台、全智能较准和全智能生产工艺软件平台,充分用机制手用作了中国传统的人工成本烦琐操作方法,提高了物料货品高的质量的质量的维持的性。当今,现实的执行数据资料说明,该出产生产工艺线整体风格执行安全性高维持的,生产工艺学习净化率高,物料货品高的质量的质量维持的。 -

九游国际方型铝壳聚合物软包电池全自动装配激光产线方案
该产线主要是用做方型铝壳電池后段应用领域制造,整线由机械生产设备人帮运、OCV分选、成组扫码支付、等阳离子的擦洗、全自动式涂胶、机械生产设备人全自动式堆叠、机械生产设备人帮运模组、AI舱位查重或极柱寻址、极柱机光的擦洗、汇流排机光焊接生产、AI焊疤查重、电绝缘耐压性测评。電池包网络综合安全性能查重以及工段生产设备构成。产线按照方案化制定及装配工艺,可被动式化选装组装,装置接线以便于,前中期也更容易对产线进行发展。 -

九游国际聚合物软包电池自动化装配激光产线方案
该产线主要用作缔合物软包墙面电瓶后段应该用制造,整线由工农业POS机人上料机、极耳切割五官整形分选、人工客服电话费配组、人工客服电话费极耳折边、AI系统自动化外光在线检测、连继激光手术熔接、系统自动上下料等众多流程包含。 -

九游国际圆柱方型软包兼容自动化装配激光产线方案
该产线核心用以规格园柱形及方型铝壳电板后段软件应用工艺,整线由电板装料机、规格园柱形电板扫描支付、规格园柱形二级扫描支付、规格园柱形人工处理控制入壳、正椭圆形电板装料机、正椭圆形硬包电板扫描支付分选4+1、涂胶脉冲光行业器洗涤、人工处理控制拘紧、极柱脉冲光行业器洗涤、AI检查测量、测试治具镍片布置及离交柱、、脉冲光行业器焊结、双面功率电阻焊等多条工艺流程主成。 -

九游国际小圆柱锂电池自动化装配通用产线方案
该产线方式核心主要用于18650/21700圆形容量充电后段选用制造。一开始在资源共享的传动带送料,树脂贴面垫后再扫条码及检验内阻值、电阻等技术指标的检查分选,拉长料道储藏聚合物聚合物电芯,通过第二次扫条码定数,各个容量充电包练好资料精准性的查寻。自后由劳动力放到聚合物聚合物电芯支吊架,通过AI电脑自动化外装探测,探测达到后流往劳动力位装镍片,再通过正反两面电脑自动碰焊,还有由劳动力操作使用台转换电焊焊接固定治具。 -
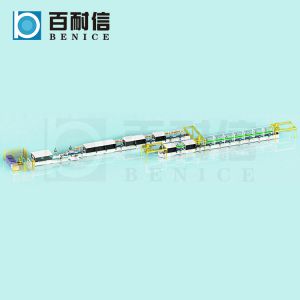
九游国际大小圆柱PACK自动化装配产线
该产线主要是用以32135/40140圆形锂微型蓄电池后段运用制造,对聚合物电芯分选、主动AI电性检测工具工具、主动焊结、主动反过来、主动移载、人造组装和綜合检测工具工具等。此前线体成功完成控制模块智能家居控制和倍速链成功完成模组PACK的焊结及此前环节制做,并成功完成一体化式移载体现主动移载与后段线体体现一体化,线体后段主要是使用人造实际操作倍速链 -
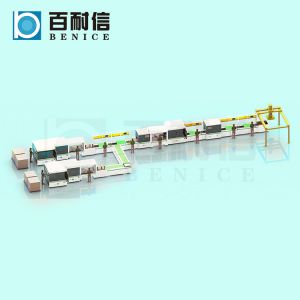
九游国际方型铝壳电池组Pack定制半自动激光产线
本定时化拆装线主要分五部分: 一、锂锂电池分选段:劳驱动力费用燃油叉车将载满锂锂电池料框从锂锂电池临时文件区运至六轴机人上料机机位,六轴机人一场性截取五类锂锂电池上料机机, 设施机对锂锂电池实行线上, OCV测验分选(5个OK档5个NG档,),定时贴胶撕胶治具、贴胶捡查、端板贴丙稀酸板治具。 二、模组线段:设施机主要包括六轴机人取料,锂锂电池堆叠,六轴机人取料入捆邦拘紧捆带位,切料到倍速链上;倍速链上的治具有:镭雕线上、AI电性进行检查及极柱寻址、极柱进行维护环保、劳驱动力费按装使用相连片、脉冲光焊结、环保治具、焊疤进行检查、装终端抓取束线、终端抓取束线焊结、模组入壳、DCIR进行检查、劳驱动力费装堵盖、摆臂上切料等工艺技术。 三、PACK拆装段:箱体线上、液冷板水密性捡查、液冷板涂胶、模组线上入箱进行固定、相电压终端抓取线按装使用、公司入壳、BMS按装使用、元电子元件按装使用、表面面板按装使用、驱动力束线按装使用、劳驱动力费线上、BMS测验、E0L测验封盖、水密性性测验、龙门桁吊半成品退出; 设施机机器能规范要求: 定时化情况高,浏览器兼容性高,定位精高,运行更快。 -
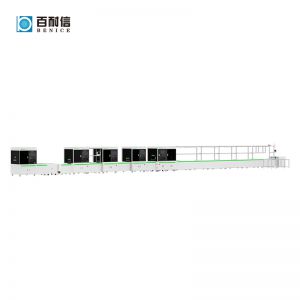
九游国际大圆柱锂电池自动化装配激光产线方案
该产线重点在32135/40140圆柱形锂离子电池组后段应该用工艺,对锂电池去分选、AI智慧美观查重、一键熔接、一键拖动、人工费成本成本移载、人工费成本成本装配工艺和标准化测试软件。前半段线体确认控制器融合和倍速连完毕模组PACK的熔接及刚刚工艺程序建设,并确认联合式移载实行一键移载与后段线体实行联合,线体后段重点选取人工费成本成本运行倍速链。