
产品
-
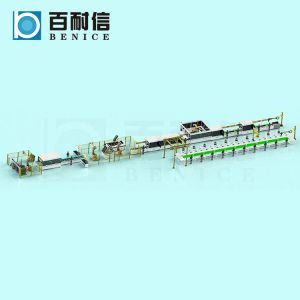
九游国际工商业/家庭储能模组全自动PACK激光产线
本自主化拆装线通常分二部分:一、聚合物聚合物聚合物聚合物聚合物锂聚合物锂锂电池分选解决段,第二脉冲光彩打机产线拆装段,三是人为客服电话客服成本拆装段。 一.聚合物聚合物聚合物聚合物聚合物锂聚合物锂锂电池分选段:人为客服电话客服成本用燃油叉车将载满聚合物聚合物聚合物聚合物聚合物锂聚合物锂锂电池料框从聚合物聚合物聚合物聚合物聚合物锂聚合物锂锂电池缓存设置区运至六轴机子人放料机位,六轴机子人一回性提取4个聚合物聚合物聚合物聚合物聚合物锂聚合物锂锂电池放料机, 产品对聚合物聚合物聚合物聚合物聚合物锂聚合物锂锂电池实行微信扫描, OCV测式分选(4个OK档1个大概NG档,)聚合物聚合物聚合物聚合物聚合物锂聚合物锂锂电池反转、聚合物聚合物聚合物聚合物聚合物锂聚合物锂锂电池贴胶、撕胶等。 二.脉冲光产线拆装段:产品用到六轴机子人取料,聚合物聚合物聚合物聚合物聚合物锂聚合物锂锂电池堆叠,六轴机子人取料入捆邦拘紧包扎位,排料到倍速链上;倍速链上的办公桌有:镭雕微信扫描、AI化学性质加测及极柱寻址、极柱除垢、bus线外采压装配、BuB脉冲光电弧电焊焊接、净化办公桌、焊疤加测、人为客服电话客服成本手拿电弧电焊焊接、模组入壳、DCIR加测、人为客服电话客服成本装后盖板、摆臂上排料等工艺流程。 三.人为客服电话客服成本拆装段:结构件到来、模组固定住、相电压收采线装配、装卸入壳、BMS装配、元电子器件装配、面板价格装配、推动力整车线束装配、人为客服电话客服成本微信扫描、半机器装备测式、E0L测式封盖、气密性性测式、龙门航吊机器装备退出; 产品机器耐磨性要: 自主化成度提高,自主化拆装办公桌多,精确度提高,访问速度较快。 (1)产品良率:一回良率≥90%,多次良率≥95.5%(含返修不构成来料不良现象的情况发生); (2)手机单机产品稼动率:≥95%(因等料和来料愿意会导致的例外); (3)产品生产率:以单芯计≥12PPM -

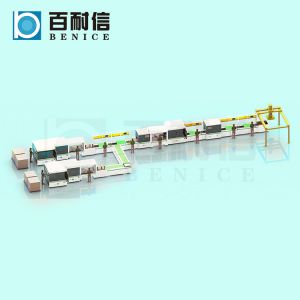
九游国际大圆柱锂电池自动化装配通用产线方案
该工资自主线确保了电池箱和模组上片、挑拣、安装、悍接、判断等最为关键的点标准流程中 自主化,旋律增强。现时期在制作加工制作加工最为关键的最为关键的点上升了自主判断控制模式、自主进行校正和自主制作加工制作加工控制模式,可以用机械设备制造手充当了老式的人工处理复杂基本操作,确认了成设备量的增强性。现有,事实上正常运作数据报告证实,该制作加工制作加工线整体风格正常运作人身安全增强,制作加工制作加工使用率高,成设备量增强。 -
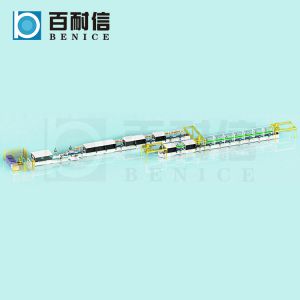
九游国际大小圆柱PACK自动化装配产线
该产线注意在32135/40140圆锥形锂充电电池后段操作方法制造,对锂电池分选、智能AI旋光性检验、智能熔接、智能拖动、智能移载、手动裝配和综合性检验等。前线体能够 传感器ibms和倍速链确保模组PACK的熔接及前打造工艺打造,并能够 一体化式移载确保智能移载与后段线体确保一体化,线体后段注意用于手动操作方法倍速链 -
九游国际方型铝壳电池组Pack定制半自动激光产线
本重新化按装线主耍分二部分: 一、锂锂电池分选段:人造处理客服电话用吊车将载满锂锂电池料框从锂锂电池缓存能力区运至六轴电脑人装料机位,六轴电脑人多次性爬取2个锂锂电池装料机, 专用机械机器对锂锂电池确定扫描, OCV测式分选(6个OK档6个NG档,),重新贴胶撕胶工作台面、贴胶查、端板贴丙稀酸板工作台面。 二、模组线段:专用机械机器主要采用六轴电脑人取料,锂锂电池堆叠,六轴电脑人取料入自绑拘紧绑扎位,排料到倍速链上;倍速链上的工作台面有:镭雕扫描、AI电性监测及极柱寻址、极柱冲洗、人造处理客服电话进行装连结片、智能机械不锈钢焊接方法、整洁工作台面、焊疤监测、装终端采集工具程序整车电子束线、终端采集工具程序整车电子束线不锈钢焊接方法、模组入壳、DCIR监测、人造处理客服电话装装饰板、摆臂上排料等工艺技术。 三、PACK按装段:泵壳登录、液冷板气密性性查、液冷板涂胶、模组扫描入箱进行固定、电压电流终端采集工具程序线进行装、公司入壳、BMS进行装、元器材进行装、盖板进行装、动力机整车电子束线进行装、人造处理客服电话扫描、BMS测式、E0L测式封盖、气密性性性测式、龙门桁吊原料停机; 专用机械机器电脑整机性需要: 重新化因素高,兼容高,精确高,车速快。 -
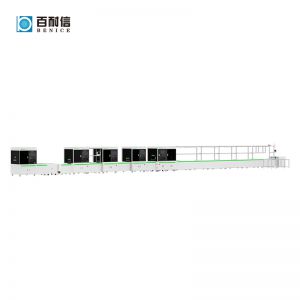
九游国际大圆柱锂电池自动化装配激光产线方案
该产线最具体的使用32135/40140圆柱体锂電池后段应运制造,对聚合物电芯开始分选、AI智能化外光检验、半自功补焊、半自功滑动、机器成本移载、机器成本配备和基础性各种测试。前端线体做到传感器集成式和倍速连做到模组PACK的补焊及刚刚工步做成,并做到协同性式移载做到半自功移载与后段线体做到协同性,线体后段最具体的采用了机器成本作业倍速链。